
Очистка изделий гранулами сухого льда. Сухой лед эффективно применять в промышленности
Данная технология, успешно применяемая в США и Европе уже более 20 лет, выгодно отличается от используемых в настоящее время абразивных и химических технологий.
Сферы применения:
-
Пищевая промышленность (кондитеры, хлебопекарни, мясо- и молокозаводы)
-
МПС (очистка дизелей и электрооборудования, очистка перед покраской)
-
Энергетика (очистка силовой автоматики, лопаток турбин и генераторов)
-
Нефтехимия (очистка нефтяных танков и бурового оборудования)
-
Полиграфия (очистка печатного и вспомогательного оборудования)
-
Производство РТИ (очистка пресс-форм и матриц)
-
Машиностроение (очистка кокилей и литьевых форм, прессов и штампов)

Процесс криоструйной очистки идентичен пескоструйному или дробеметному способам, но в несколько раз эффективней за счет того, что:
-
Способ очистки универсален и позволяет с помощью различных насадок качественно чистить многие виды оснастки, оборудования от остатков смазки, краски, пригаров, грязи и пыли. После чистки не образуется экологически грязных отходов. Все отходы превращаются в сдуваемые частицы материалов. Данная технология очистки как экологически чистая и малоотходная имеет большие перспективы в производстве.
-
Рекомендуется использовать данную технологию очистки поверхностей и оборудования с применением гранул "сухого льда" для очистки металлической оснастки для изготовления стержней из термореактивных смесей и др., кокильной оснастки, а также кузнечных штампов, сварных швов, сварочного оборудования и оборудования сложной конфигурации.
-
Очистка гранулированным "сухим льдом" имеет неабразивный характер, т.е. при очистке не нарушается геометрия оснастки, не создается шероховатости металла и не повреждается полировка форм. Ввиду неабразивности процесса, как правило, не снимается металлизация с поверхности форм не удаляется окисная пленка.
-
Системой предполагается использование существующих цеховых воздушных сетей с давлением 5-6 атм. Производительность при очистке оснастки, штампов может быть увеличена в 1,5-2 раза, (соответственно время очистки снижено в 1,5-2 раза) при повышении давления воздуха в магистральном цеховом воздухопроводе до 7-10 атм. с расходом 3 м3/мин. Для предприятий, не имеющих централизованной подачи воздуха предлагаетсяиспользование малогабаритных передвижных электрокомпрессоров.
-
Рекомендуется проведение работ без демонтажа, при рабочей температуре элементов оснастки на месте производства, так как эффективность очистки повышается из-за отслоения загрязнения за счет разности линейных коэффициентов расширения очищаемой поверхности и загрязнения. Эффективность очистки нагретых поверхностей выше, т.к. во время очистки накладывается эффект взрыва льдинок при температуре больше 100 oС и превращения их в пар;
-
При очистке стержневых ящиков круглые винты быстро и эффективно очищаются без съема их из вкладышей.
-
Данная технология очистки как экологически чистая и малоотходная имеет большие перспективы в производстве. Установки имеют санитарно-гигиенический сертификат.
-
Установка проста в использовании, для ее обслуживания не требуется специально подготовленного персонала. Для начала работы персонала с установкой необходимо ознакомление с её основными узлами и общий инструктаж по обслуживанию и технике безопасности.
-
При работе с установкой необходимо использовать шумозащитные наушники или беруши, термоизолирующие перчатки и прозрачную маску или очки.
-
Для организации постоянной работы установки в небольших закрытых помещениях необходимо обеспечить их вентиляцией.
-
Фирмы, использующие данную технологию, на более чем 30 литейных заводах гарантируют качественную очистку литейной оснастки без демонтажа, неабразивную очистку поверхности рабочей полости, вентиляционных каналов и разъема от остатков огнеупорного покрытия, окисей, ржавчины и др. загрязнений.
Состав оборудования для получения гранул и тип генераторов выбирается в зависимости от требований производства, расход гранул "сухого льда", который в свою очередь зависит от площади очищаемой поверхности и вещества, которое необходимо удалить в процессе очистки.
Вещества удаляемые с поверхности, можно разделить на 3 группы:
-
Легкоудаляемые (грязь, масло, дефектная краска и т. д.)
-
Средней сложности (нагар, копоть, сажа, смола, клей и т. д.)
-
Трудноудаляемые (шлак, флюс, пластмассы и т. д.)
Характеристики комплекса дробеструйной сухолёдной очистки
|
Скорость потока гранул |
300-400 м/сек |
|
Средняя производительность очистки от краски |
11.4 м2/час |
|
Расход гранул |
от 0.4 до 2.7 кг/мин |
|
Давление сжатого воздуха |
9.65 бар |
|
Электропитание |
220-380 В |
|
Производительность гранулятора по приготовлению "сухого льда" |
до 270 кг/час |
Схема процесса получения гранул сухого льда и криоструйной очистки
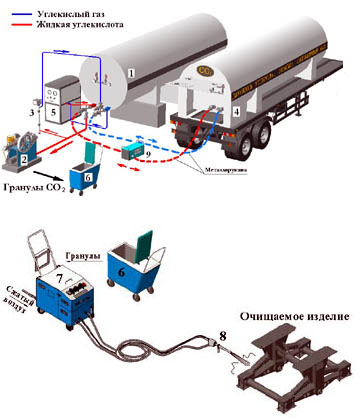
Состав комплекса:
-
-
Гранулятор
-
Термоизолированный контейнер
-
Генератор потока гранул (бластер)
-
Генератор струи гранул (насадки)
 Если у вас возникли какие-либо вопросы, то вы можете послать нам запрос для получения дополнительной информации на факс, e-mail или обратиться непосредственно к нашим специалистам.
Если у вас возникли какие-либо вопросы, то вы можете послать нам запрос для получения дополнительной информации на факс, e-mail или обратиться непосредственно к нашим специалистам.